新版網(wǎng)站入口
1. 行業(yè)背景
目前,國(guó)內(nèi)鑄造廠內(nèi)的主要生產(chǎn)原料為石英砂(俗稱鐵砂),從石英砂到成品鑄造件的處理過(guò)程中需要有一輸送線路對(duì)石英砂進(jìn)行破碎、冷卻、運(yùn)送等,其主要環(huán)節(jié)包括振動(dòng)輸送、鋼帶輸送、落砂滾筒輸送、氣力輸送等,其中鋼帶輸送階段是一斜坡向上輸送的過(guò)程,是整個(gè)輸送過(guò)程瓶頸環(huán)節(jié),故該輸送設(shè)備常采用進(jìn)口設(shè)備,由于在國(guó)內(nèi),進(jìn)口設(shè)備的貨物供應(yīng)及技術(shù)服務(wù)都難以做到反應(yīng)迅速,難以解決客戶在生產(chǎn)過(guò)程中遇到故障時(shí)的燃煤之急,設(shè)備故障影響生產(chǎn)是一直困擾鑄造廠的難題。為了解決這個(gè)難題,源牌集團(tuán)華源前線經(jīng)過(guò)過(guò)調(diào)研、研究、吸收、改進(jìn)進(jìn)口技術(shù),在原成熟的風(fēng)冷式干排渣機(jī)技術(shù)的基礎(chǔ)上,完成一系列適應(yīng)石英砂物料特性的改進(jìn)后,實(shí)現(xiàn)了石英砂網(wǎng)帶式鋼帶輸送技術(shù)的研發(fā),并于2014年成功應(yīng)用于鑄造廠。
2.技術(shù)原理
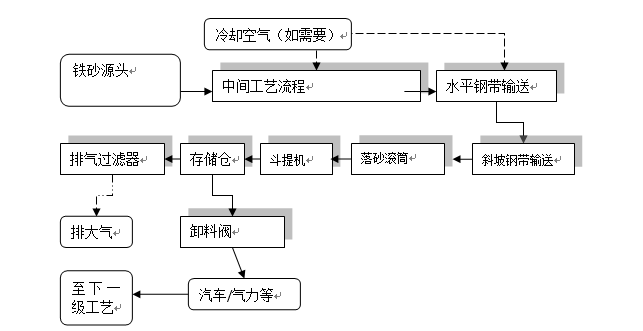
石英砂網(wǎng)帶式鋼帶輸送技術(shù),采用自動(dòng)連續(xù)性鋼帶輸送系統(tǒng),石英砂經(jīng)由上一級(jí)工藝下落到鋼帶輸送機(jī)上,高溫石英砂由輸送鋼帶送出。送出過(guò)程中,如果熱鐵砂需進(jìn)行空氣冷卻,可接入冷卻風(fēng)管,裝設(shè)冷卻風(fēng)機(jī),提供冷卻用的空氣,冷空氣與熱鐵砂進(jìn)行逆向熱交換。石英砂經(jīng)鋼帶送至落砂滾筒,再有滾筒送至斗式提升機(jī),再由斗提機(jī)直接進(jìn)入存儲(chǔ)倉(cāng)。高溫石英砂砂存儲(chǔ)倉(cāng)中的鐵砂經(jīng)過(guò)冷卻后直接經(jīng)卸料閥裝車送至下一級(jí)工藝。
圖1 工藝系統(tǒng)流程圖
石英砂鋼帶機(jī)主要包括輸送裝置箱體、進(jìn)料口、輸送機(jī)構(gòu)、出料口,在輸送裝置箱體的尾部設(shè)置有尾部風(fēng)門、輸送裝置箱體兩側(cè)設(shè)有側(cè)面風(fēng)門,進(jìn)料口設(shè)于輸送裝置箱體的頂端,出料斗設(shè)于輸送裝置箱體的頭部,輸送機(jī)構(gòu)設(shè)于輸送裝置箱體內(nèi)。其核心部件鋼制輸送帶的設(shè)計(jì)須滿足粉狀石英砂物料粒徑小、溫度高、磨蝕性強(qiáng)等特性需求。系統(tǒng)設(shè)計(jì)參數(shù):正常運(yùn)行時(shí)輸送出力: 100t/h. 鐵砂溫度: 350~400 ℃;鐵砂堆積密度: ~1.1 t/m3 鐵砂真實(shí)密度: ~1.4 t/m3 設(shè)計(jì)存儲(chǔ)倉(cāng)容積時(shí),鐵砂的堆積密度約為:1.1 t /m3
圖2 石英砂物料從鋼帶機(jī)頭部落料
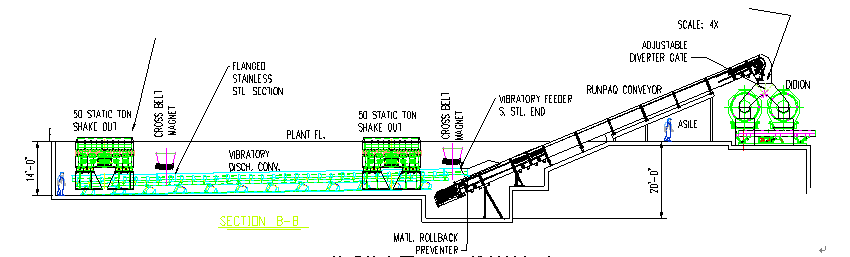
圖3 工藝系統(tǒng)布置圖(黑線斜坡部分)
3. 系統(tǒng)特點(diǎn)石英砂鋼帶(風(fēng)冷)輸送系統(tǒng)具備了節(jié)水、高可靠性、高自動(dòng)化、安全穩(wěn)定等多重特點(diǎn),具備了成為鑄造廠石英砂機(jī)械系統(tǒng)的主要處理系統(tǒng)的條件。其優(yōu)點(diǎn)如下:
▲ 物料與輸送設(shè)備無(wú)直接摩擦,低磨損;
▲ 全過(guò)程空氣冷卻,系統(tǒng)無(wú)需用水,無(wú)廢水排放;
▲ 帶自清掃裝置,能解決細(xì)渣從輸送鋼網(wǎng)間掉落的問(wèn)題;
▲ 輸送帶采用編制網(wǎng)帶,抗拉強(qiáng)度大,且耐溫高;
▲ 機(jī)殼結(jié)構(gòu)緊密,石英砂粉不會(huì)向外泄漏,無(wú)環(huán)境污染;
▲ 傳動(dòng)軸承設(shè)置在設(shè)備機(jī)殼外部,易于拆除、檢修,維護(hù)方便;
▲ 全自動(dòng)化運(yùn)行,無(wú)人值守,功耗低,輸送效率高;
▲ 使用壽命長(zhǎng),安全可靠,運(yùn)行維護(hù)費(fèi)用低;
▲ 結(jié)構(gòu)簡(jiǎn)單,布置靈活,安裝方便。
4.應(yīng)用案例
石英砂網(wǎng)帶式鋼帶(風(fēng)冷)輸送技術(shù)在歐美等發(fā)達(dá)國(guó)家得到廣泛的應(yīng)用,2014年10月國(guó)內(nèi)首臺(tái)石英砂網(wǎng)帶式鋼帶輸送機(jī)成功應(yīng)用于美伊電鋼(常州)機(jī)械有限公司,該公司是美國(guó)美伊電鋼公司的獨(dú)資企業(yè),“美伊電鋼(常州)機(jī)械有限公司年產(chǎn)3萬(wàn)噸礦山機(jī)械耐磨件項(xiàng)目”選址江蘇省常州市新北區(qū),主要生產(chǎn)礦山機(jī)械耐磨鑄件。為國(guó)外獨(dú)資企業(yè)大型耐磨襯板鑄件高端項(xiàng)目。該廠的全套工藝采用在原美國(guó)工廠已成功應(yīng)用的成熟工藝,此次在國(guó)內(nèi)建廠,其工藝中的鋼帶輸送機(jī)選用了源牌集團(tuán)華源前線研發(fā)的網(wǎng)帶式鋼帶輸送機(jī)。該輸送機(jī)總長(zhǎng)約 35米,爬坡角度約30度,系統(tǒng)出力達(dá)100t/h。系統(tǒng)投運(yùn)至今,現(xiàn)場(chǎng)干凈整潔、無(wú)揚(yáng)塵、能耗低(僅為1臺(tái)11.0KW電動(dòng)機(jī))、磨損小、噪音小,同時(shí)該系統(tǒng)大大降低了維護(hù)工作量和維護(hù)費(fèi)用。
圖4 生產(chǎn)半成品耐磨鑄造件圖 圖5 鋼帶輸送機(jī)現(xiàn)場(chǎng)運(yùn)行圖